
Klikový hřídel je nejdůležitější součást motoru a proto je nutné jí věnovat maximální péči. Při opravě motoru mnohdy je to jediná originální součástka, která je nenahraditelná s ohledem na originalitu.
Klikový hřídel slouží k přeměně přímočarého vratného pohybu na rotační nebo naopak. Je to základní součást většiny pístových motorů a pístových čerpadel.
Je složena z krátkých, válcových čepů, navzájem pevně spojených rameny. Čepy, umístěné v ose otáčení hřídele se nazývají klikové hlavní. Čepy, které jsou vůči této ose vyoseny se nazývají ojniční. Přesazení čepů můžou, být realizována v jedné rovině u plochého klikového hřídele, nebo ve více rovinách u prostorového klikového hřídele.



Konstrukci a výrobní postup konkrétního klikového hřídele ovlivňují:
• typ pístového stroje, pro který je určen
• pracovní podmínky stroje (dosahované otáčky, tlaky a výkon)
• velikost výrobní série
• požadované rozměry a tvar klikového hřídele
Klikový hřídel může být vyroben z jednoho kusu materiálu odléváním nebo zápustkovým kováním s následným třískovým obráběním. Za pomoci moderních CNC technologii je možné vyrobit individuálně klikový hřídel jen třískovým obráběním a následně tepelně zpracovat. Tato technologie je drahá, ale je možné tak zachránit unikátní stroj .
Odborné demontování klikového hřídele nebudu asi složitě popisovat, ale je nutné, aby při demontáži nedošlo k poškození. Každý výrobce motorů doporučuje vhodný demontážní a montážní postup. V případě, že se jedná o individuální motor je potřeba se obrátit na specializovanou dílnu.
Pokud máte vymontovaný klikový hřídel, je potřeba důkladně vyčistit a zbavit všech usazenin od oleje. Nutností je samozřejmě otevřít mazací kanály. U starších typů motorů jsou kanály uzavřeny krátkými šrouby, které jsou zajištěny zaklepáním závitu na okraji otvoru klikové hřídele. Ale, né vždy je možné původní zátky povolit proto je potřeba je případně odvrtat, pozor však na poškození závitů.
Abychom zjistily jak je klikový hřídel poškozený, je nutné ho dokonale změřit a zapsat vlastní hodnoty pro další rozvahu opravy. V případě, že se jedná o nefunkční typ motoru který, se chystáte opravit je nutné prohlédnout hřídel na defektoskopii, to znamená kontrola stavu na trhliny a únavové lomy. Mikroskopické trhliny tzv. únavový lom, nejsou pouhým okem vidět je nutné je zjišťovat speciální defektoskopickou metodou. Tyto neviditelné trhliny mohou způsobit prasknutí klikové hřídele. Některé zkoušky vyžadují dosti složité zařízení, které není běžně k dispozici. Na příklad elektromagnetická metoda je velice vhodná, ale před jejím použitím je možné klikový hřídel důkladně prohlédnout kvalitní lupou a je možné případné trhliny najít. Pro přesnější určení trhlin bez velkých nákladů je možné použit speciální detekční sprej, který se aplikuje na celou klikovou hřídel nechá se působit cca 10 min, následně se pečlivě otře od detekční barvy a následnou aplikací druhého spreje tzv. vývojky se klika nastříká bílou barvou, která po zaschnutí z trhlin zobrazuje případné trhliny nebo kaverny.



Tato metoda je zaručená pro další kontrolu na specializovaném pracovišti, kde bude přesně určen stav klikové hřídele a další případné zkoušky RTG nebo ultrazvuk atd. Ale, né-vždy je ale nutností tyto zkoušky dělat. Taková to zkouška má opodstatnění v případě neznámého stavu motoru a jeho následných oprav.
V případě, že zkouška je vyhovující je nutno klikový hřídel dále zkontrolovat na rovnoběžnost ohyb a další věci, které ovlivňuji další opravu a její způsob. Dále je nutno zkontrolovat tvar a opotřebení hlavních a ojničních čepů. Nejdůležitějším místem klikové hřídele je axiální ložisková plocha za zajištuje přesnou polohu klikového hřídele v bloku. Axiální plochy nesmějí být popraskané, spálené a vylámané. Jsou-li čepy opotřebeny zejména, mají-li oválovitý tvar, je nezbytné je přebrousit. Pozor však z průměru čepu je možné odebrat pouze omezené množství materiálu, aby byla zachována pevnost a stabilita klikového hřídele. U novějších klikových hřídelů je to maximálně 1mm rozdělen na kroky po 0,25mm. U starších motorů je nutno to řešit individuálně podle typu materiálu a tvaru klikové hřídele někdy je možné odebrat až 2,5mm. Při každém přebroušení je nutné také zkontrolovat tvrdost broušených ploch jednotlivých čepů, aby nedošlo k odbroušení zušlechtěné vrstvy klikového hřídele. Doporučené tvrdosti podle Rockwella pro valivá ložiska 42 a pro kluzná ložiska 55, pokud tyto hodnoty hřídel nesplňuje, je nutno hřídel opravit tvrdochromováním nebo navařením ušlechtilého materiálu, případně nějakou jinou další technologii opravit čepy a následně brousit.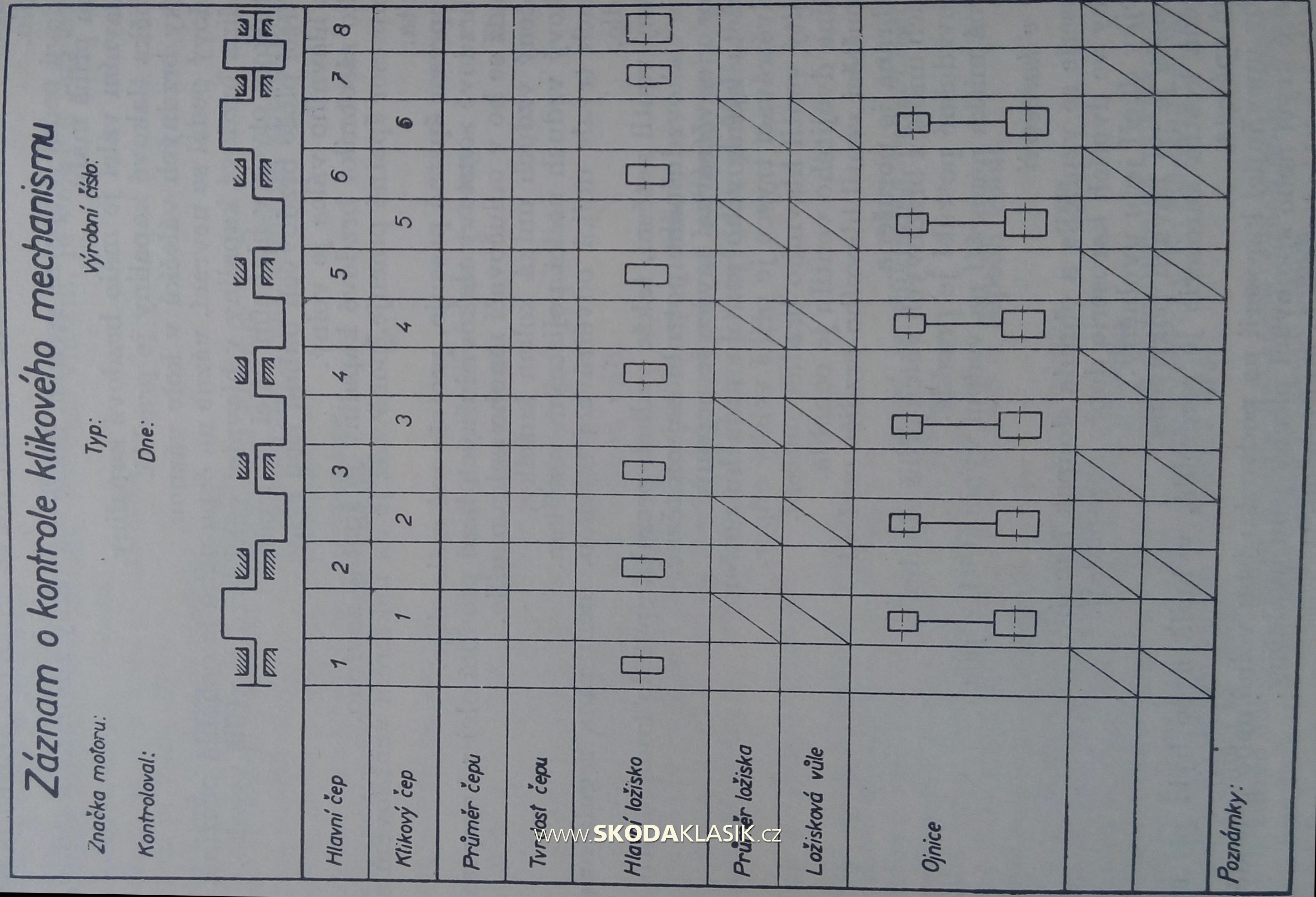
Vlastní broušení klikového hřídele
Pokud jsou splněny všechny předchozí podmínky, je možné klikový hřídel upnout do stroje, vyrovnat a podvést vlastní broušení kluzných ploch. Při ustavování klikového hřídele je nutno postupovat maximálně precizně, aby nedošlo k poškození případně pokroucení stávajícího klikového hřídele. Broušení je potřeba provádět maximálně pečlivě aby nedošlo k poškození geometrie klikového hřídele, je nutné podle délky klikový hřídel podkládat kluznou podpěrkou, aby nedošlo k poškozování geometrie při broušení. Povrch klikového hřídele je tvrdý a houževnatý, ale kliková hřídel s ohledem na svoji délku je pružná. Při broušení je nutné kontrolovat broušený průměr ale, hlavně geometrickou kruhovitost, nesprávné broušení by mělo za na sládek zadření klikové hřídele.



Broušení klikové hřídele je nutné provádět na specializovaném stroji třeba Bruska Kliková Opravárenská 50 / TOS BKO50 / tuto brusku používáme na všechny opravy klikových hřídelů je vybavena digitálním odměřováním a tím je zajištěna maximální kontrola stroje a vlastního broušení.
Autor: B.Š. WWW.SKODAMOTOR.cz





